今回 紹介したい貴重なお酒が、
こちら・・・・
『崎山の原酒~黒糖酵母~。』

このお酒は、以前紹介した『崎山の原酒~101号酵母~』と同様、より丁寧に手間隙かけて造った、とても貴重なお酒です。
↓の写真は、もろみの状態です。

クリーミーな泡で、勢いよく泡立つのは、黒糖酵母の特性。
元気な証拠です。
天然山清水が醸すまろみ、三日麹の深い旨さ
今回 紹介したい貴重なお酒が、
こちら・・・・
『崎山の原酒~黒糖酵母~。』
このお酒は、以前紹介した『崎山の原酒~101号酵母~』と同様、より丁寧に手間隙かけて造った、とても貴重なお酒です。
↓の写真は、もろみの状態です。
クリーミーな泡で、勢いよく泡立つのは、黒糖酵母の特性。
元気な証拠です。
つい2,3週間前のことです。。
今日の蒸留は、崎山の原酒50度101号酵母です。

この101原酒50度は、蒸しに始まり、製麹、もろみ、そして蒸留と従来の造り方と異なる方法でより丁寧に手間隙かけて造られています。

↑このお酒 最大の特徴は、アルコール度数の強さです。
通常より早い段階で蒸留を切り上げ、アルコール度数、50度の状態で仕上げます。
泡盛は45度以下と規定が定められているので50度あるこのお酒は、酒税法上スピリッツに分類されます。

年が明け2015年 初めての蒸留。
垂れ始めの華やな香りが工場一杯にひろがります。
今年もより良い、美味い泡盛を目指して頑張っていこうと身が引き締まるおもいです。
蒸留後、検定作業(容量(ℓ)、アルコール度数(%)、温度(℃)を計測すること)を終えた泡盛は、これから貯蔵・熟成に入っていきます。
熟成・貯蔵に入る前に、写真のようにサンプルをとり、試飲をし味・香り・バランスをチェックしています。

蒸留直後の泡盛は、粗々しく味や香りのバランスが不安定な状態なので、けっして「美味しい」って感じるわけじゃないんです。。
ですが、できたてホヤホヤの泡盛を感じると、普段飲んでる泡盛の味の良さはもちろん、そこにいたるまでの時間の経過も感じることができると思いますよ。。
崎山酒造廠の工場見学では、そんな貴重な出来たばかりの泡盛も試飲できますよ。もちろん運転手以外の方だけですけど♪

蒸留後の泡盛は、メートルボックスの中を通って、初留、中留、後留の順に地下タンクへ流れていきます。
蒸留を終えると、次は、検定作業を行っていきます。検定というのは、蒸留を終えたばかりの泡盛の容量(ℓ)、アルコール度数(%)、そして温度(℃)を正確に計測することです。
蒸留直後のアルコール度数は、だいたい44度くらいです!
なぜアルコール度数が44度かというと・・・泡盛は酒税法上、アルコール度数が45度以下と定められているので、44度になるように蒸留を調整しているのです。
ちなみにアルコール度数が45度以上だと、スピリッツになります。

名称:メートルボックス。
加熱・冷却し終えてできた液体は泡盛となって、メートルボックスの中を通ってタンクへ移動していきます。蒸留中は次から次へとできたての泡盛が溢れんばかりの勢いでこのメートルボックスの中を流れていきます。
ここでは流れくる泡盛のアルコール度数・温度を参考にし、最終的には実際にテイスティングしながら蒸留を終えるタイミングを決めています。
蒸留カットする作業は、とても重要で、タイミング一つで香り、味、度数など泡盛全体に影響します。なので、蒸留カットする瞬間は、毎回毎回緊張しています!!
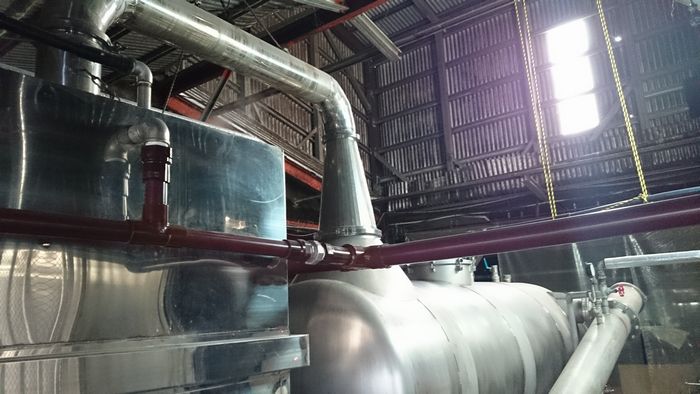
蒸留機から立ち上った蒸気は、蒸留機と冷却タンクとの連結管「わたり」を通って写真左側の大きなタンクへ移動して、そこで冷却されていきます。アルコール、水分、その他の成分を含んだ蒸気を冷却して再び液体にしていくことで、おいしい泡盛・松藤ができるんです。。
だけど、その時の室内は 暑いし 熱い!!
室温なんて 40℃超!!!
一回の蒸留に対し数時間かかるのでその間は汗がダラダラ!着替えを何回してもきりがないくらい・・・・・熱い!!
蒸留工程の最初!
まず熟成したもろみを加熱し沸騰させることから始まります。
この蒸留機は、もろみを循環させながら蒸気で加熱していきます。
写真の左下から右上に伸びている管、その中をもろみが通り、そこに蒸気をあてて徐々に加熱し温度を上げていきます。
ここで一番大切なのは、蒸気圧の調整!吹き込む蒸気の量ひとつでお酒の味・風味に影響があるんですよ。
