
名称:メートルボックス。
加熱・冷却し終えてできた液体は泡盛となって、メートルボックスの中を通ってタンクへ移動していきます。蒸留中は次から次へとできたての泡盛が溢れんばかりの勢いでこのメートルボックスの中を流れていきます。
ここでは流れくる泡盛のアルコール度数・温度を参考にし、最終的には実際にテイスティングしながら蒸留を終えるタイミングを決めています。
蒸留カットする作業は、とても重要で、タイミング一つで香り、味、度数など泡盛全体に影響します。なので、蒸留カットする瞬間は、毎回毎回緊張しています!!

試留(しりゅう)とは!
泡盛のもろみの状態を知るために行う分析項目です。
これはもろみ中のアルコールを測定するもので
過程としては、
まずもろみの米の部分を取り除いた液体部分を準備し、
丸底フラスコに入れ試留機に仕掛けます。

下から熱で熱くして液体を沸騰させ、アルコール部分を気体にします。

その気体を冷却管(冷たい水をまわりに通した管)に通して気体を冷やします。

すると、気体は液体に変わり、下の受ける口(崎山酒造ではメスシリンダーです。)でアルコール部分の抽出ができました。
この抽出した液体を清酒メータでアルコール度数を測定!
これで度数が分かり、もろみの管理温度を下げるか?あげるか?などの判断をすることができます。
他にも、もろみの状態を知るために行う分析項目がもう少しあります。
それは次回書かせてもらいます!

今年もやってきました!お盆の季節が!!
県内各地で、エイサーの太鼓の音が鳴り響いています。
沖縄のお盆は旧暦で行うので今年は、8月8日がウンケー(ご先祖様をお迎えする日)、8月9日がナカヌヒー(中の日)、そして最終日の8月10日はご先祖様をお送りする日、ウークイ。
崎山酒造廠創業から今年で109年目。
創業から100年数年経った今でも、日々泡盛造りに携われるのもご先祖様や多くの先輩方方の苦労や努力があったからこそだと思います。今年のお盆も今日が最終日。ご先祖様や多くの先輩方に感謝しつつ、もっと頑張らないといけないな!って思う旧盆です。
東京は最高温度36度という天気予報を見ましたが、
みなさまの地域はどうでしょうか?
沖縄も東京ほどの気温ではないのですが、
台風接近の影響もあってか湿気が多く
こちらも暑いです!!
今日も暑くて頑張らなくては…!
と思っていると、
「○○さん~!」と専務に声を掛けられ社長室に来なさいと言われました!
私、何か悪いことをしてしまった!?と
内心ドキドキしながら向かうとそこには


サンドウィッチが!!
専務が朝早くから従業員分
(写真の分はほんの一部で50個以上ありました!)を作ってくれていて、
皆頑張って!
という気持ちを感じました…!
それを食べて元気100倍!サンドウィッチマン!
な気分でした!
いつもありがとうございます!淳子さん!!

崎山酒造で使用している機器シリーズの3つめは…
クリーンベンチ!
日本語名は 無菌実験台 というように、
カビも酵母もいない状態=無菌状態にした実験台のことです。
いつこれを使用するかというと、
前の日誌で書いた酵母の植え替えであったり、
酵母の培養(→酵母を増やすこと)
で使います。
これがあることで上記の作業の際、
空気中に浮いている他の微生物の混入を防ぐことが出来るため、
とても大事な機器です。
写真で少し青くなっているのは、
無菌にするために紫外線の出る蛍光灯をつけているためです。
クリーンベンチが一番かっこよく見える状態だと思いますが、
どうですかね?
余談ですが、
この中で作業している時の製造部の方々もなぜかかっこよくみえます…!
ちょっとだけですけどね!!

回転式ドラムに原料の米を入れると、洗米スタートです!
米についた小さなごみやほこりと米の糠を取り除きます。
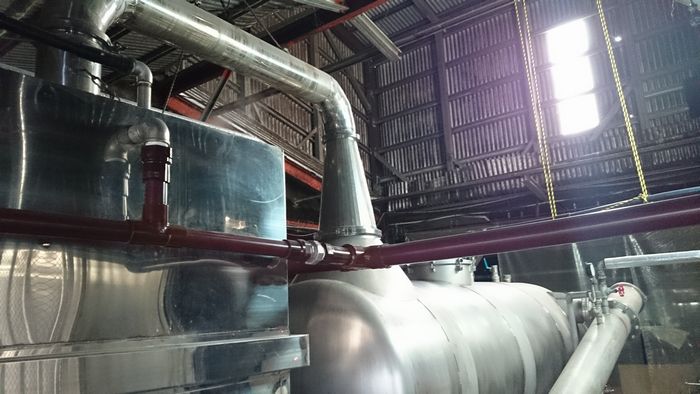
蒸留機から立ち上った蒸気は、蒸留機と冷却タンクとの連結管「わたり」を通って写真左側の大きなタンクへ移動して、そこで冷却されていきます。アルコール、水分、その他の成分を含んだ蒸気を冷却して再び液体にしていくことで、おいしい泡盛・松藤ができるんです。。
だけど、その時の室内は 暑いし 熱い!!
室温なんて 40℃超!!!
一回の蒸留に対し数時間かかるのでその間は汗がダラダラ!着替えを何回してもきりがないくらい・・・・・熱い!!
先週の月曜日に
前回紹介した酵母の植え替え(植菌)を行いました!
作業工程としては、
まず斜面培地をつくります↓

その培地に酵母を白金耳で酵母を植えてあげます↓
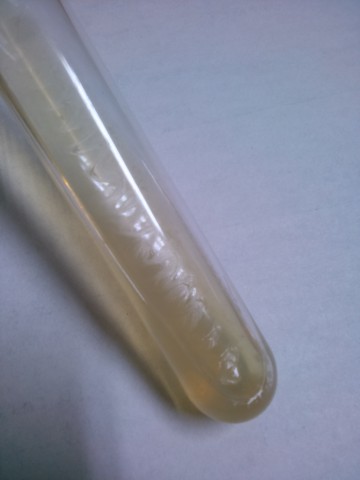
写真ではまだ薄くなぞられただけに見えますが…
恒温器で2日培養すると↓
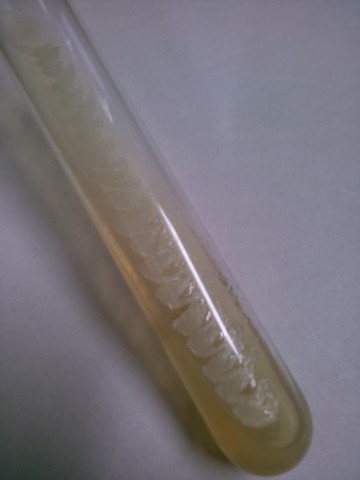
このように酵母が育っているのがわかります!
植菌直後は見えないのでちゃんとついているか不安なので、
この時はホッとします…ちゃんとできました!
お酒造りって力仕事だけではなく、
このような理系な作業もあって面白いですよ!
酒蔵のある金武町伊芸区では、この時期 稲刈りがあります。
区内にあるガードレールには いっぱいの稲が干されています。

恩納岳の伏流水 軟水で育てられたお米は食感がとても柔らかく親しみやすい味わいです
品種は ちゅらひかり といいます

工場見学に来る際は、こういう風景も楽しみながらお越しください♪
麹と水と酵母の入ったもろみタンクは、
毎日顔(状態)が変わっていきます。
まず出麹直後↓

まだ麹が水分を吸っておらず、タンクの底に沈んでいる状態です。
それから何日かたつと…↓

麹が水を吸い、酵母が麹の糖分を食べ、アルコールと二酸化炭素をはきだす発酵という動きがとても活発な状態になります。
それからまた何日かたつと…↓

酵母が必要とする糖分が麹からなくなってきて、発酵が緩やかになります。
麹から糖分がなくなっていくのが分かるのは、麹自体を触ることでも分かります。
出麹時の麹は水分が飛んで原料米のように硬く水分がない状態なのですが、
もろみタンクで発酵が進むにつれ米麹一粒の中がスカスカに。
私はこの米の中を見たときに、
「私たちが育てた麹を酵母が食べてくれた!嬉しい!!」
という気持ちになります。
——————————–
崎山酒造廠では、酒蔵見学も行っております。
もちろん上記で紹介したモロミも見学することが出来ます。
写真では伝わらない音や動き、香りもあったりしますので、
是非崎山酒造廠まで遊びに来てみてください!

蒸留②に書いた様に、熟成したもろみに蒸気をあて加熱・沸騰させていきます。
温度が上昇していくに従ってもろみから薄っすら湯気がでてきます。通常、水は100℃で沸騰しますよね。だけど、アルコールを含んだもろみは、約80℃前後で沸騰するんですよ!!
沸騰したもろみから出た濃い湯気・蒸気は、 蒸留機から立ち上がる管を通って写真左側のタンクへ移動していきます。
続く・・・。

蒸留工程の最初!
まず熟成したもろみを加熱し沸騰させることから始まります。
この蒸留機は、もろみを循環させながら蒸気で加熱していきます。
写真の左下から右上に伸びている管、その中をもろみが通り、そこに蒸気をあてて徐々に加熱し温度を上げていきます。
ここで一番大切なのは、蒸気圧の調整!吹き込む蒸気の量ひとつでお酒の味・風味に影響があるんですよ。