先日、地元の小学生の子達が、社会科見学としてうちの工場に来てくれました!
その際製造部は、仕込みについて説明しました。
こんなに小さな子に「発酵」の意味を教えるにはどうしたらいいのだろう?
まだ理科という科目は習いたてで知らないことだろうなー
どう伝えることがいいのかな?
と、不安だらけだったのですが、
前仕込みとして酵母を増殖させておく作業でつくる「種もろみ」と、
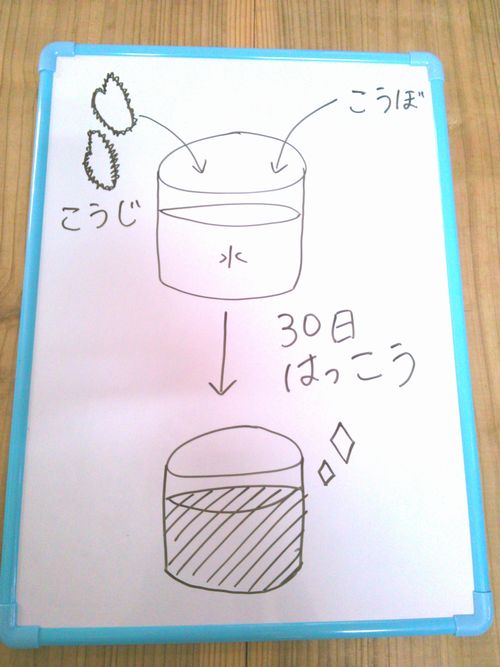
このホワイトボードを持って説明に挑みました…!
説明するとき、キラキラした目がこっちを見て説明を聞いてくれました。
そんな子達に、
「仕込みっていうのは、この大きな容器に水を入れて、さっき見た育った麹と、
この酵母っていうのをいれて、毎日混ぜてあげて育ててあげます。」
と、伝わるかな…?と不安になりながら説明すると、
「こんな大きいものでつくるの!?」
「(種もろみの香りを嗅いで)いいにおい!」「わ!お酒の匂い!(鼻つまむ)」「ビールの匂い!」
「(種もろみをみて)プクプクしてる!これコーラみたい!」
「(ホワイトボードと種もろみを見て)これが はっこう ?」
子供たちの反応、すごい!
直感で感じて、発酵をプクプクと表現!
何故発酵する時に、プクプク(二酸化炭素)が出るのか仕組みを知らなくてもいいんだ!
と気づかされました。
素敵な体験をさせてくれて、ありがとうございました。
先週のお昼、崎山の女将からお昼ごはんをご馳走になりました!

メニューは、


うちの蒸留した後のもろみを肥料に育ったお米と、野菜炒めに、お味噌汁!
お米の上のおかず味噌(ねぎ)とお味噌汁の味噌はもちろんうちのお味噌!

かぼちゃの天ぷら、石垣牛のコロッケ、ボンレスハム、おから入りのマカロニサラダ!
そしてトマトソースでさっぱり味のスペアリブ!!!
ぜ、贅沢ランチでした(ToT)!!!
とても美味しくて幸せなお昼ごはんでした。
女将、ご馳走様でした!
先日書いたブログ 割水① の続き。。
前回は、崎山酒造廠では割水を行う際は こだわりの”お水”を使用しているってことを書きました。今回は、実際に割水を行うとどうなるか?って事を書いていきます。
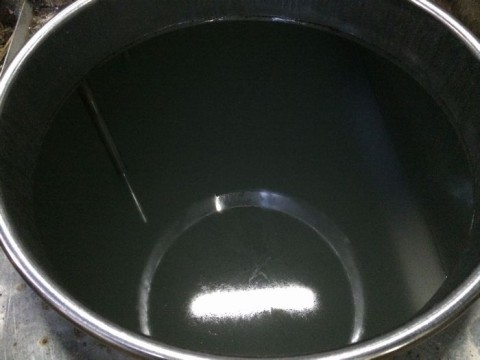
↓下の写真は割水を行う前の写真です。
お酒が入ってるのかもわからなくらいクリアーですよね。

それが、徐々にお水を加えて割水を行うと・・・
こんな感じになります!!
高いアルコール度数(44%)のお酒に水を加えてアルコールを調整していくと、お酒が徐々に白く濁っていきます。そして最終的には、↑上の写真のように完全に白濁します。
それは、お酒に含まれる油性成分とお水が反応してるからなんです。
透明度が全然違いますよね!
貯蔵期間を終えると、次は割水を行っていきます。

割水とは、貯蔵したお酒に水を加えて、アルコール度数を調整していくことです。
ここで重要なのは、アルコール度数だけでなく、味や香り、お酒全体のバランスも調整していきます。44度の泡盛を一般的な度数30度まで割水していくと、水がお酒全体の約30%も入るんですよ!だから割水を行う、”水”というのはとても重要で酒質にも影響してくるんです。

そこで私達、崎山酒造廠では、割水を行う水は こだわりのお水をしようしてます。工場裏手の恩納岳から流れる山清水(そのお水は沖縄で珍しい軟水)を使用している為、まろやかでコクのあるやさしい味わいになるんです。
「黒麹菌・食文化圏における琉球泡盛を世界無形文化遺産登録に!」という事で先週日曜日に行われたシンポジウムへ行って来ました!

基調講演されたのは、琉球大学客員教授・東京農業大学名誉教授、小泉武夫先生。醸造学・発酵学・食文化論を専攻し、色々な分野で活躍されている先生です!
講演では、黒麹菌の特徴やそれを使ったお酒、泡盛や琉球料理が世界的に注目されている。これは世界無形文化遺産に登録すべきだ!と熱く語ってくださいました!
その熱い想いに対して僕らメーカー側はなにをすべきか…
やはりまず県民にもっと泡盛を知ってもらう。実際どうやって泡盛はできているのか、黒麹菌って何?などわかる人は少ないと思います。それを色々な場面でわかりやすくし、知ってもらう事で県全体で盛り上げ世界無形文化遺産登録に少しでもつながるんじゃないかとおもいました。
僕らも少しでも多くの方に知ってもらえるよう日々努力していきたいです(^^)

 仕込み中発酵しアルコールを作るのに重要な役割する、種モロミ。
仕込み中発酵しアルコールを作るのに重要な役割する、種モロミ。
最近は気温の変化も激しく管理するのに難しい季節になってきました。とてもデリケートな種モロミは外気で温度が左右される為、暖房やクーラーをつけたり、さらに気温の低いときは毛布もかけたりして調整していますよ!
まるで我が子のように…ですね(^^)
これでいつも美味しい泡盛ができるんです♪
蒸留を終えた泡盛は、貯蔵期間に入ります。
蒸留直後のお酒は、ガスが抜けてなく味も香りも荒々しい感じなのですが、貯蔵期間中に徐々にガスが抜けていき味も香りも安定していきます。

上↑の写真は、貯蔵期間中にお酒の状態をチェックしています。
かなり前の話なんですが・・・ 2014年6月1日のブログ に書いた、崎山酒造廠には二つの常圧蒸留機があります。って話のことです。
ブログの蒸留シリーズに色々書いたように、蒸留は酒質に香りや味わいの影響を与えるとても重要な工程です。例えば、蒸留機本体の形、容量、わたりの大きさ、長さ、そして吹き込み蒸気の量などなど。。
そこで崎山酒造廠では、二つの蒸留機を造りたい酒質によって使いわけているんです!

小さな蒸留機では、芳醇な香りで、濃厚で深みのある味わいを出すときに使用するのが蒸留機1号!
主に101酵母や特別なお酒(蒸留仕立てや原酒・・・)の時に使用しています。下↓

写真の左側、大きな蒸留機では、華やかな香り、風味良く、やわらかくやさしい味わいになります。主に赤の松藤(黒糖酵母仕込み)や、ちゅらひかり(吟香酵母仕込み)など特徴的な香りを出すときに使用するのが蒸留機2号! 下↓

従来の松藤と香りが特徴的な赤の松藤を飲み比べてみるのも楽しいですよ。

三角棚に敷いてその上に麹をのせます。ただの布ではなく特徴があって、厚手なのにしっかりしていて通気性がいいです!なので蒸れたりもしないんですよ~!
だいぶこの布使い込まれていて、破れたり、穴が開いたりするんですがそのたびにミシンや手で縫っては補修を繰り返しています…
でもまだまだ使えるしこれからも頑張ってもらうつもりです!
大丈夫だよな麹布君!!まだまだ一緒に頑張ろうな(^^)
※前回の日本酒度の測定方法のつづきです。
よろしければ「日本酒度①、②」から読んでみてください。
前回、「ふひょうけい」となるものが存在すると紹介させて頂きました。
そしてこれが!

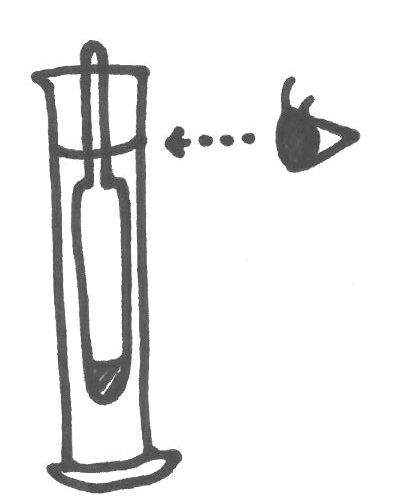
これが「浮ひょう計(ふひょうけい)」という機器です。
アップにすると下はこんな感じで↓

丸く太っていて真ん中は空洞、
下の方には水銀が入っています。
上は細くなって目盛が。

この機器を使ってどうやって測定するかというと!
(こちらからは下手な絵で説明させて頂きます!)
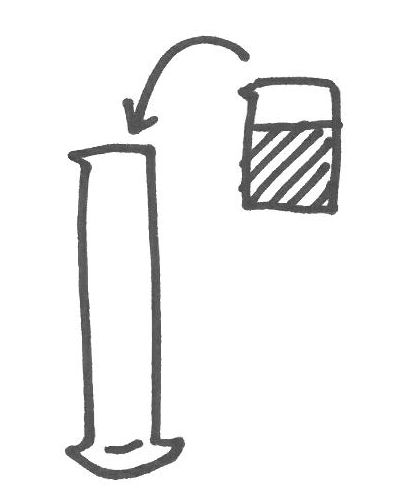
まず前回同様測定したいろ液を120ml用意します。
これをメスシリンダーに入れて、15度まで冷やします。
(冷やし方は、冷蔵庫に入れたり、氷水で冷やしたり等)
15℃に冷やす理由としてあるのは、
測定時の温度によって日本酒度に差が出てしまうためだったり、
統一することで比較しやすいため
15℃で統一して量ります。
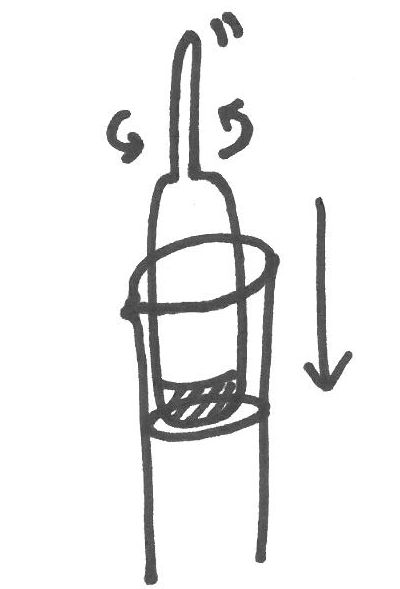
15℃になったろ液に浮ひょう計を優しく少し回転させて入れます。
するとどうでしょう!
目盛のところでプカプカと浮きます。
そして目盛の値を目で確認!
この時の値が、日本酒度数です。
この浮ひょう計…
清酒メータのボタンひとつで後は待つだけ!
に比べたら、、、たっ大変…!
世の中とともに醸造の世界もハイテクになったんだなー
と感じる分析方法です。


先日のタンカン梅酒の調合の様子です!
今回の原料もタンカン独特の甘さがあっておいしく出来上がりましたよ(^^)
前回紹介した日本酒度のつづきです!
前回書かせてもらったように、
日本酒度というのは「もろみ中の糖分の比重をはかる」分析項目です。
どうやって測るかというと…
まず、量りたいもろみをろ過して、
液体のみにします(→これをろ液といいます。)。
このろ液をこれで測ります!
その名も「清酒メータ」!
こちらは前に日誌で紹介させて頂いた機器です。
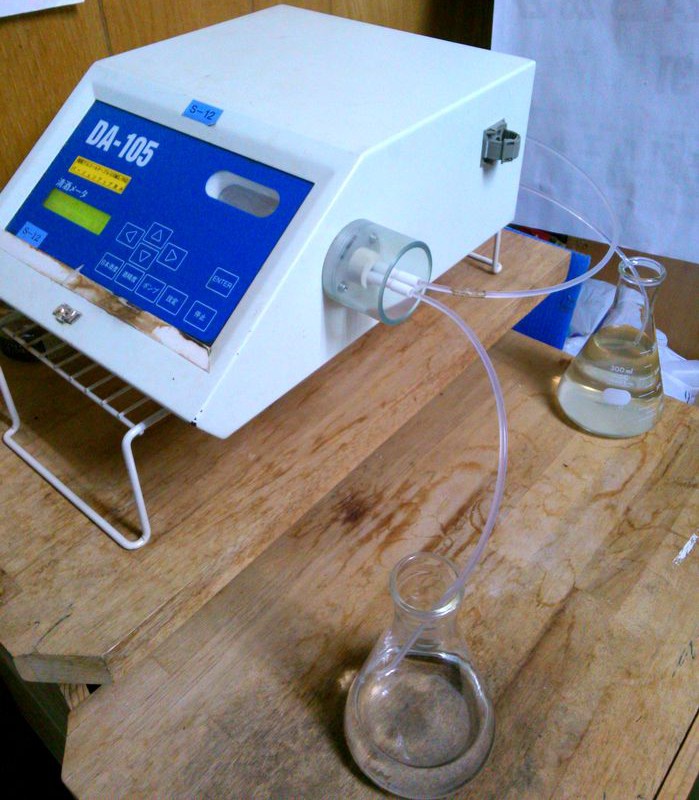
この機器にろ液を準備。

このろ液を清酒メータにホースを通して吸ってもらい日本酒度を測定します。

待つこと2~3分。
ピピピピピピッ!
という音が鳴り結果が画面に表示されます!
はっ!ハイテク!!!
ボタンひとつでもろみの日本酒度を知ることが出来ます!
ここで、気になることがあります…
清酒メータが来たのが●年前。
ということはその前は日本酒度を測っていなかったの?
と、思ったのですが!
日本酒度というのはとても大事な項目。
もちろん測っていました!
しかし、「清酒メータ」ではなく、
以前は「ふひょうけい」なるもので測定していたそうです…
また訳の分からない単語の登場です!!
「ふひょうけい」についてはまた次回書かせていただきます。
…日本酒度編長くなりそうです(汗)!